

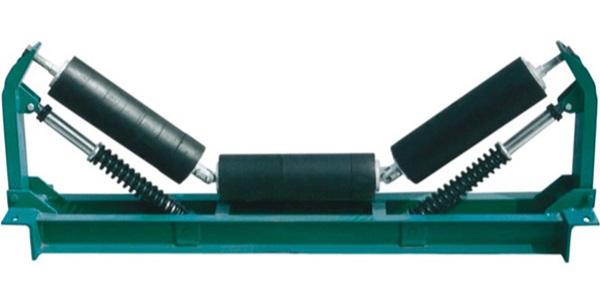
.Grupa rolkowajest podstawowym elementem przenośnika paska, odpowiedzialnego za podpór przenośnika i zmniejszenie odporności na bieganie. Jakość montażu bezpośrednio wpływa na stabilność, żywotność usług i szum operacyjny przenośnika. Poniższe szczegóły kluczowe punkty montażu grupy rolkowej z czterech wymiarów: przygotowanie wstępne, proces montażu rdzenia, w celu zapewnienia standardowego i wydajnego procesu montażu.
1. Przygotowanie przed montażem: Połóż fundament i unikaj ryzyka
Przed montażem trzy podstawowe zadania - „Kontrola materiału, przygotowanie narzędzia i czyszczenie środowiska” - można ukończyć, aby uniknąć przeróbek lub zagrożeń jakości spowodowanych wstępnymi pominięciami.
1.1 Liczenie materiałów i kontrola jakości
● Sprawdź elementy rdzenia grupy rolkowej jeden po drugim: wałki (w tym ciała wałkowe, obudowy łożyska, łożyska i uszczelki olejowe), wsporniki, wałki, elementy łączniki (śruby, nakrętki, podkładki) itp. Upewnij się, że ilość pasuje do rysunków, bez brakujących lub niewłaściwych części.
● Pokrycie jakości kluczowych komponentów:
◆ Ciało rolkowe: bez guzy, deformacji lub rdzy na powierzchni; Dostępna jest jednolita grubość ściany (dostępna jest kontrola punktowa z zaciskiem); Obudowy łożyska na obu końcach są mocno spawane (bez fałszywego spawania lub pęknięć).
◆ Łożyska: elastyczna obrót bez zagłuszania lub nieprawidłowego hałasu; nienaruszone okładki uszczelnienia (aby zapobiec wejściu pyłu i oleju); Modele pasują do rysunków (np. Łożyska kulowe o głębokim groove 6204, 6205).
◆ Wsporniki: Materiał spełnia wymagania (głównie stal Q235); Brak burr lub deformacji w połączeniach spawalniczych; Dokładna pozycja otworów montażowych (średnica otworu odpowiada śrubom z błędem ≤ 0,5 mm).
1.2 Przygotowanie narzędzi i materiału pomocniczego
● Niezbędne narzędzia: Klucz momentu obrotowego (krytyczny dla zapewnienia, że moment obrotowy śruby spełnia standardy), regulowany klucz, klucz gniazda sześciokątnego, zacisk (do wymiaru pomiaru), Miernik Feelera (do pomiaru szczeliny), gumowy młot (aby uniknąć uszkodzeń komponentów od twardego zapalenia), łożyska narzędzi instalacyjnych (np. Instalacja (np. Instalacja (n.
● Materiały pomocnicze: Smar (dopasowanie łożyska, takie jak tłuszcz na bazie litu nr 2, stosowany do smarowania łożyska), inhibitor rdzy (spryskany na stawach spawalniczych nawiasów po złożeniu), czyszczenie tkaniny (do wycierania plam oleju i kurzu na komponentach).
1.3 Wymagania dotyczące środowiska montażu
● Witryna powinna być płaska i sucha, unikając wilgotnych środowisk (w celu zapobiegania rdzewieniu komponentów) i zakurzonych środowisk (aby zapobiec wejściu zanieczyszczeń do łożysk).
● Połóż podkładki ochronne (np. Gumowe podkładki, drewniane deski), aby zapobiec zarysowaniu na korpusie wałków spowodowane bezpośrednim kontaktem z podłożem.
2. Proces montażu rdzenia: działaj w sekwencji i zapewnia precyzję
MontażGrupa rolkowapowinien postępować zgodnie z sekwencją „Najpierw zmontować jednostkę rolki → Następnie zmontuj wspornik → Wreszcie napraw i zweryfikuj”. Precyzja musi być kontrolowana na każdym etapie, aby uniknąć niewspółosiowości komponentu.
Krok 1: Zespół jednostki rolkowej (rdzeń rdzenia)
Rolka jest „jednostką wykonania” grupy rolkowej, złożonej z korpusu wałka, łożyska, wału i uszczelki olejowej. Podczas montażu skup się na zapewnieniu „elastycznych łożysk i niezawodnego uszczelnienia”.
1.1 Montaż łożysk i obudowy łożyska
Najpierw nałóż niewielką ilość smaru na wewnętrzną ścianę obudowy łożyska (cienka warstwa pokrywająca ścianę wewnętrzną jest wystarczająca; nadmierna smar może powodować ogrzewanie łożyska).
● Użyj prasy, aby płynnie nacisnąć łożysko do obudowy łożyska (punkt zastosowania siły znajduje się na zewnętrznym pierścieniu łożyska; naciśnięcie pierścienia wewnętrznego jest zabronione). Upewnij się, że nie ma przerwy między łożyskiem a obudową łożyska (dostępna jest kontrola z miernikiem Feeler, z szczeliną ≤ 0,05 mm).
● Zainstaluj uszczelkę olejową: osadzaj uszczelkę olejową (głównie podwójnie podwójną uszczelkę olejową) w rowek obudowy łożyska. Upewnij się, że uszczelka olejowa jest szczelnie przymocowana do pierścienia zewnętrznego łożyska bez odchylenia (aby zapobiec wyciekom tłuszczu lub wejściu kurzu podczas pracy).
1.2 Montaż wału i korpusu wałka
● Przekaż wałek (z gładką powierzchnią i bez burr) przez wewnętrzny pierścień łożyska na jednym końcu korpusu wałka i delikatnie wepchnij go do wewnętrznego pierścienia łożyska na drugim końcu. Upewnij się, że wałek jest w pełni przymocowany do wewnętrznego pierścienia łożyska (bez luźności).
● Test obrotowy korpusu wałka: Ręcznie obracaj korpus rolki; Powinien obracać się elastycznie bez zagłuszania lub nieprawidłowego szumu, a bezwładność obrotu powinna być jednolita (bez „jąkania”). Jeśli występuje zagłuszanie, zdemontować i sprawdź, czy łożysko jest zainstalowane na odwrót, czy też są zanieczyszczenia.
Krok 2: Montaż wałka i wspornika
Bracket to „ramka wspornika” grupy rolkowej. Konieczne jest zapewnienie dokładnej pozycji wałka na wspornikach, aby uniknąć odchylenia pasa przenośnika.
2.1 Pozycjonowanie wałka
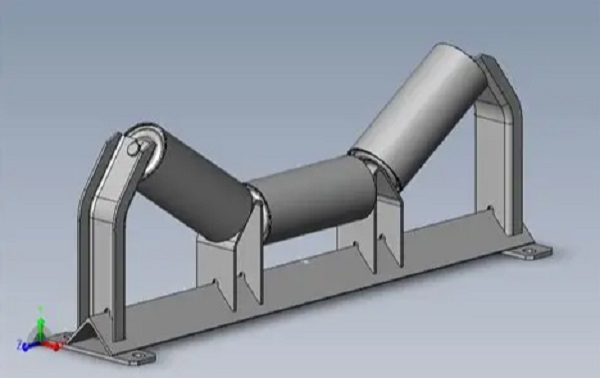
● Zgodnie z wymaganiami rysunków umieść zmontowane jednostki wałków (pojedyncza grupa rolkowa zwykle zawiera 2-5 jednostek wałków; na przykład „grupa równoległej wałka” zawiera 3 jednostki, a „grupa rolki koryta” zawiera 2 boczne rolki + 1 środkowy wałek) w montażowych rowkach.
● Szczególną uwagę należy zwrócić na grupę rolki koryta: kąt między bocznymi wałkami a środkowym wałkiem (zwykle 30 °, 35 °, 45 °, zgodnie z wymaganiami rysowania) powinien być mierzony za pomocą linijki kątowej, z błędem ≤ 1 ° (odchylenie kąta spowoduje nierówną siłę na pasie przewiewnej, łatwo prowadzić do odchylenia).
2.2 mocowanie śrub
● Przejdź przez śruby przez otwory montażowe wspornika i otwory obudowy obudowy w rolce, umieść podkładki (płaska pralka + sprężyna, aby zapobiec rozluźnieniu) i najpierw zacisnąć ręcznie orzechy.
● Użyj klucza momentu obrotowego, aby dokręcić śruby zgodnie z momentem obrotowym określonym w rysunkach (np. Moment dla śrub M10 wynosi zwykle 25-30N · m, a dla śrub M8 wynosi 15-20N · m). Nadmierny moment obrotowy (który może powodować pęknięcie śruby) lub niewystarczający moment obrotowy (który może powodować rozluźnienie podczas pracy) jest zabroniony.
● Sekwencja dokręcania: Dokręć symetrycznie (np. 4 śruby należy dokręcić w „sekwencji przekątnej”, aby uniknąć deformacji wspornika).
Krok 3: Ogólna weryfikacja i regulacja
Po montażu przeprowadzić ogólną kontrolę w celu skorygowania odchyleń w odpowiednim czasie:
● Użyj poziomu, aby wykryć dolną powierzchnię wspornika: Upewnij się, że wspornik jest pozioma (odchylenie poziome ≤ 0,5 mm/m). Jeśli jest nachylony, dostosuj uszczelki (umieść uszczelki na dole wspornika; przymusowe zginanie wspornika jest zabronione).
● Sprawdź równoległość jednostek wałków: boczne wałki korytaGrupa rolkowaPowinien być symetrycznie rozmieszczony po obu stronach środkowego wałka, z błędem równoległości ≤ 0,3 mm/m (wykrywanie metodą kadrowania linowego: pociągnij linię prostą na obu końcach wałków i zmierzyć różnicę odległości między rolkami a linią prostą).
● Ponownie obracaj wszystkie rolki: upewnij się, że wszystkie rolki obracają się elastycznie bez „indywidualnego zagłuszania”. Jeśli występuje zagłuszanie, zdemontować i sprawdź montaż łożysk lub wałków.












