

WwałekSystem kontroli jakości, wygląd i inspekcja wymiarów są podstawowymi linkami, aby zapewnić zdolność adaptacyjną, bezpieczeństwo i późniejszą stabilność operacyjną. Kontrole te muszą być ściśle przeprowadzane zgodnie z normami takimi jak przenośniki paskowe GB/T 10595-2023. Nawet niewielkie wady lub odchylenia mogą prowadzić do kolejnych awarii sprzętu.
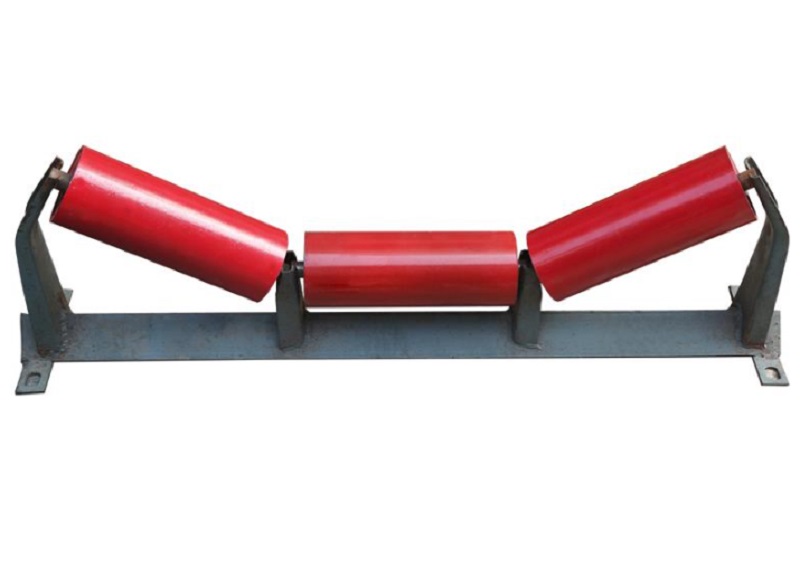
Kontrola wyglądu wymaga kompleksowej kontroli oczywistych wad we wszystkich elementach rolki. W przypadku rurki wałkowej konieczna jest kombinacja kontroli wzrokowej i oceny dotykowej: powierzchnia musi być wolna od defektów strukturalnych, takich jak pęknięcia, otwory piasku i penetrujące otwory powietrzne. Takie wady spowodują nierównomierne obciążenie lokalne na przenośniku pasa, przyspieszają zużycie, a nawet mogą skutkować pęknięciem rurki w scenariuszach ciężkiego obciążenia, takich jak kopalnie i porty. W przypadku rur wałkowych spoiny powinny być gładkie i ciągłe, bez problemów, takich jak perełki spawane, podcięcia lub niepełna penetracja. Krawędzie spoin można dotknąć ręcznie, aby upewnić się, że nie ma podniesionych burr. Jeśli rurka wałka jest wyposażona w powłokę antykorozyjną (np. Ocynanie, opryskiwanie z tworzywa sztucznego), do pomiaru grubości powłoki należy zastosować grubość grubości powłoki, z odchyleniem w granicach ± 10%. Tymczasem powłokę należy sprawdzić, czy nie ma obierania, zwijania lub pęcherzyków, aby zapobiec erozji rurki wałkowej w środowisku wilgotnym lub żrących.
Jeśli chodzi o obudowę łożyska i wspornika: Odlewy muszą być wolne od otworów skurczowych, luźności i pęknięć; Stłoczone części nie muszą mieć oczywistego odkształcenia; Wysokość burr na krawędziach należy zmierzyć za pomocą detektora BURR i zapewnić wynosi ≤ 0,2 mm, aby uniknąć drapania uszczelnień lub operatorów podczas montażu. Powierzchnia głowicy wału powinna być gładka, bez guzków, zadrapań lub rdzy; Gwintowane części połączenia muszą być wolne od złamanych gwintów lub ślizgania się gwint, aby zapewnić ciasny montaż.

Kontrola dokładności wymiarów wymaga użycia precyzyjnych instrumentów do kontrolowania szczegółów. Cyfrowy zacisk (o dokładności 0,01 mm) służy do pomiaru całkowitej długości wałka, a odchylenie musi wynosić ≤ ± 0,5 mm. Nadmierne odchylenie uniemożliwiawałekAby dokładnie dopasować ramkę przenośnika, co prowadzi do takich problemów, jak nadmierne luki lub brak instalacji po złożeniu. Mikrometr (o dokładności 0,001 mm) służy do pomiaru średnicy rurki wałkowej, z odchyleniem ≤ ± 0,3 mm (na przykład rzeczywisty pomiar rurki wałkowej φ89 mm powinien znajdować się w zakresie 88,7-89,3 mm). Odchylenie nadmiernej średnicy spowoduje nierównomierny obszar kontaktu między przenośnikiem paskiem a rurką wałkową, intensyfikując zużycie lokalne. Średnica głowicy wału w części pasującej do łożyska jest sprawdzana zgodnie z klasą tolerancji H6/H7 (na przykład rzeczywisty pomiar głowicy wału φ20 mm powinien wynosić 19,987-20 mm). Nadmiernie luźne dopasowanie może powodować poślizg łożyska, podczas gdy nadmiernie ciasne dopasowanie doprowadzi do przegrzania i zagłuszania łożyska. Biegły tester sparowany z wskaźnikiem tarczy służy do kontroli koncentracji, z odchyleniem na długość metra ≤ 0,1 mm. Nadmierne odchylenie współosiowości wygeneruje siłę odśrodkową, gdy wałek się obraca, powodując wibracje przenośników, hałas i skracając żywotność urządzenia.
Chociaż kontrola wyglądu i wymiarów są podstawowymi linkami, są „pierwszą linią obrony” dla jakości wałków. Tylko poprzez ściśle kontrolowanie każdego wskaźnika można położyć solidne podkład dla późniejszej wydajności i bezpiecznego działania rolki.











